智造赋能
数创未来



动态正文
塑料激光焊接工艺方法、优势及应用发展趋势
2022-04-18
随着新型材料加工技术的发展,塑料产品正因其质量轻、耐腐蚀、绝缘性好和成型加工性能优良等特性,已经大量取代金属和陶瓷等传统材料,广泛应用于航空、船舶、汽车、医疗器具、食品包装以及日用化工等领域。塑料件连接工艺的好坏对塑料产品的广泛应用有着重大的意义。
同时,随着国内激光技术所需设备费用的不断下降以及各大领域对塑料件焊接工艺要求的逐步提高,激光塑料焊接技术越来越受欢迎。
那么日常生活中看到的各种塑料产品是怎么焊接的呢?接下来小编将从塑料焊接工艺方法、塑料激光焊接工艺、塑料激光焊接行业应用及发展趋势等方面来科普下塑料焊接。
一、所有的塑料材料都可以焊接吗?
热固性塑料 热塑性塑料
是不是任意一种塑料材料都可以焊接呢?塑料根据其物理化学性能分类,分为热固性塑料和热塑性塑料。
其中热固性塑料为 化学分子结构,一般是 一次成型。如上左图中开关面板和幼儿用的碗都是热固性塑料加工而成的,它们具有耐高温的特性,质地坚硬、难以熔化,加热后也不再软化,过度加热 直接分解。
另一种热塑性塑料特点明显不同,如上右图是热塑性的塑料零件,它们在受热时发生软化或熔化, 可流动成型,且可以反复多次加热。由此可知,并不是所有塑料材料都能实现焊接。
二、塑料焊接工艺有哪些类别?
塑料焊接工艺类别
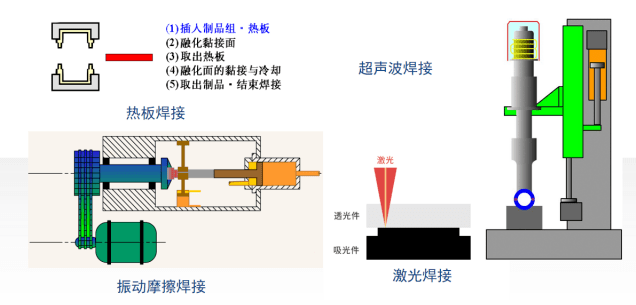
目前常用的塑料焊接工艺方法主要有四类:
(1)热板焊接——通过热板加热后进行的焊接,如示意图将产品熔化后再取出热板,产品加压实现焊接;
(2)超声波焊接——利用高频振动波传递到需要焊接的物体表面,在加压的情况下,摩擦生热进行产品的焊接;
(3)振动摩擦焊接——两个塑料部件在一定的压力、振幅和频率下,相互接触摩擦。因摩擦产生热量,使得材料在焊缝界面处熔化。在压力下,熔融塑料从焊缝区域流出形成溢料。在振动停止后,熔融塑料层固化,并产生一个坚固的接头;
(4)激光焊接——激光焊接技术是借助激光束产生的热量使塑料接触面熔化,进而将热塑性片材、薄膜或模塑零部件粘结在一起的技术。
这四种焊接方式的优缺点如下图,其中 塑料激光焊接的优点尤为明显,它可以加工复杂零件,且具有焊接周期短、可在线监控、设备维护成本低的特点。

焊接方式优缺点对比
塑料激光激光焊接具有这么多优势,它的原理是怎样的呢?
三、塑料激光焊接的原理
激光塑料焊接方法要求上下层待焊材料对一定波长的激光分别表现为较好的透过性和较好的吸收性。基于此,塑料激光焊接也称为 激光透射焊接,激光焊接原理如图所示。
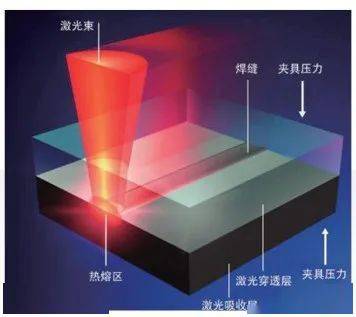
激光焊接原理
焊接时,激光透过上层材料并在上层材料与下层材料的结合面处被下层材料吸收并产生热量,热量在上下层材料之间传递,使结合面融化,熔融状态下的塑料大分子在焊接夹具的压力和热膨胀的作用下相互扩散和缠结,产生范德华力实现焊合。
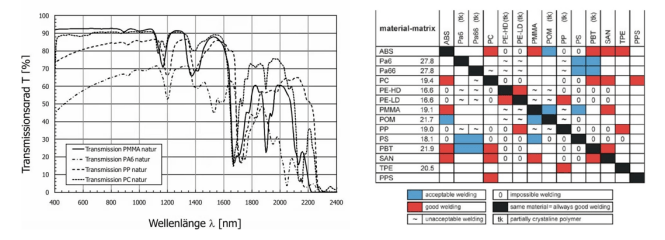
不同材料对波长的透过率 常用塑料的可焊性
左图是几种透明塑料材料对波长的透过率,可以看出在塑料材料对1200nm以下波长的透过率都很高,对于1200nm以上波长吸收率有所增加。一般说来,当上层材料激光透过率高于50%,下层材料激光透过率低于20%时,会获得较好的激光焊接效果。右边这个图表为常用塑料材料的可焊性。
由于塑料焊接过程需要施加压力,那么塑料零件焊接对其结构就有相应的要求。如下图所示,塑料零件焊接一般为上下搭接结构,对于管类零件,可实现过盈配合的管类焊接。
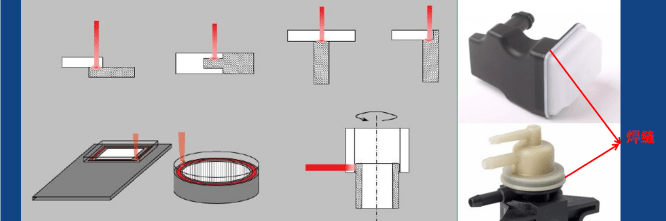
塑料零件焊接结构
四、塑料焊接方法的类型
塑料焊接方法一般分为四类:
(1)轮廓焊接:激光沿着塑料焊接层的轮廓线移动并使其熔化,将塑料逐渐粘结在一起。主要用于焊接规则外形且有焊接速度要求的零件;
(2)同步焊接:使用带有多个激光口的激光发射器,通过光学器件调整激光束的方向和形状;激光束通过程序引导,沿着焊接层的轮廓线焊接,使整个轮廓线同时熔化并粘结在一起。主要用于焊接接触面积较大,且焊接一致性要求较高的零件;
(3)扫描焊接:又称准同步焊接,它综合了上述两种焊接技术。利用光学器件产生高速激光束,沿着待焊接的部位移动,使得整个焊接处逐渐发热并熔合在一起。此方法对激光发射设备要求较高;
(4)掩膜焊接:通过预先制作的模板遮挡无效区域的激光束,只暴露出精确的焊接部位,仅对焊接区域进行熔化,实现焊接过程。这种焊接技术精度高,是目前应用较广的激光焊接技术,设备通用性强,模板制作简单、成本低,可以实现低至10μm的高精度焊接。
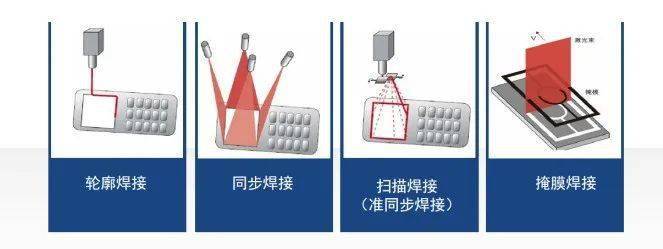
工艺方法分类
五、塑料激光焊接装置
塑料激光焊接装置主要包括激光器、焊接头和焊接夹具。激光器的选择主要根据塑料材料特点来选择。大部分塑料都是选择透过率高的波长为808nm~1100nm激光器,焊接完全透明材料时需要在原材料中添加激光吸收剂或零件表面涂激光吸收剂促进激光的吸收。透明医疗材料则选择激光吸收率高的波长为1710nm或1940nm的激光器。
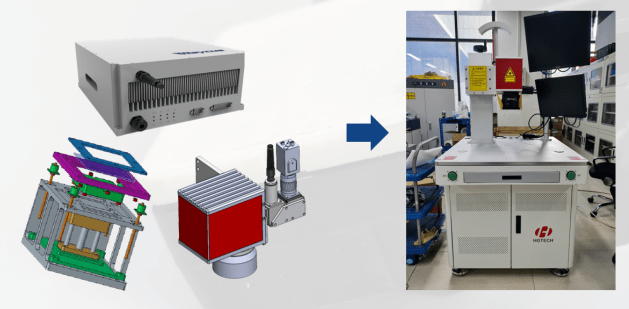
塑料激光焊接装置
锐科激光公司可提供全阶段塑料激光焊接解决方案以全方位满足客户需求。自主生产的 光纤输出半导体激光器可进行多种塑料焊接。在设计阶段,客户可以进行应用和材料咨询;在可行性阶段,公司能打样验证,制定工艺方案;在批产阶段,公司能提供现场技术支持。
光纤输出半导体激光器
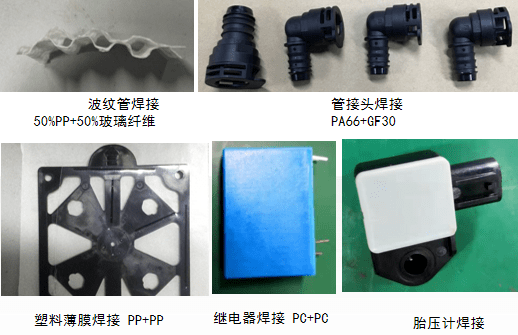
锐科激光光纤输出半导体激光器塑料焊接产品

白色PP+黑色PP 焊接
塑料焊接工装夹具一般包括夹板总成、压力传感装置以及压力驱动装置。根据产品的结构设计不同的工装夹具,使用的焊接头一般为准直聚焦焊接头和高速振镜两种,两种焊接头的典型适用范围分别是扫描焊接和填充焊接。
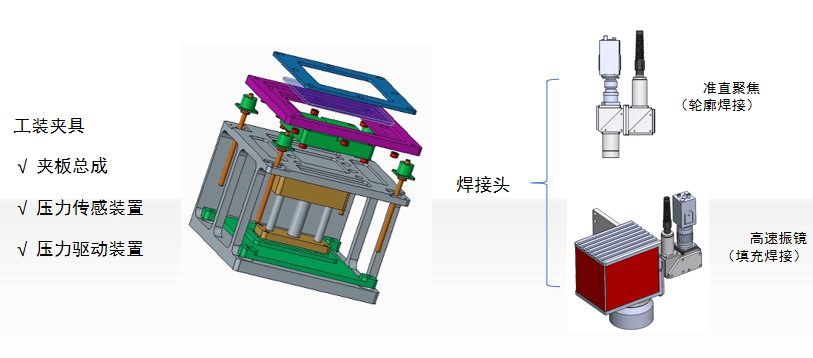
塑料激光焊接装置
工艺参数方面:夹紧力一般为0.1 Mpa~2Mpa,激光功率一般为10W~100W,轮廓焊接速度一般为5 mm/s~100mm/s,焊接处光斑直径一般为0.5mm~5mm。焊接的工艺流程一般包括零件清理、焊接和测试。零件清理主要是去除样件表面的脱模剂和污物。产品测试主要包括外观检查、气密性测试、拉力测试、破坏性测试,其中医疗产品还需要进行药理毒性和生物相容性测试。
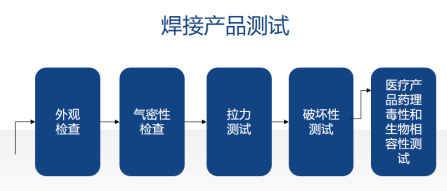
塑料激光焊接工艺流程
那么塑料焊接后会产生哪些缺陷呢?焊接缺陷一般包括未焊合、气孔和孔洞,下图是焊缝的纵截面形貌,左图可以看到上下两层材料中间有黑色未焊合区域,那么可以增加功率或降低焊接速度来避免这种缺陷,中间这幅图可以看出存在气孔,可以增加焊接夹紧力来消除缺陷;右图黑色部位为焊接孔洞,这是能量密度高造成的,因此可以降低功率,增加焊接速度。
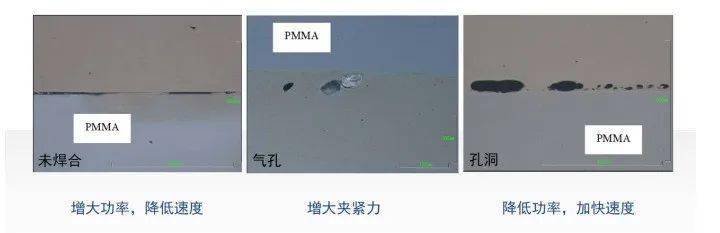
焊接缺陷及纠正措施
六、塑料激光焊接行业
应用及发展趋势
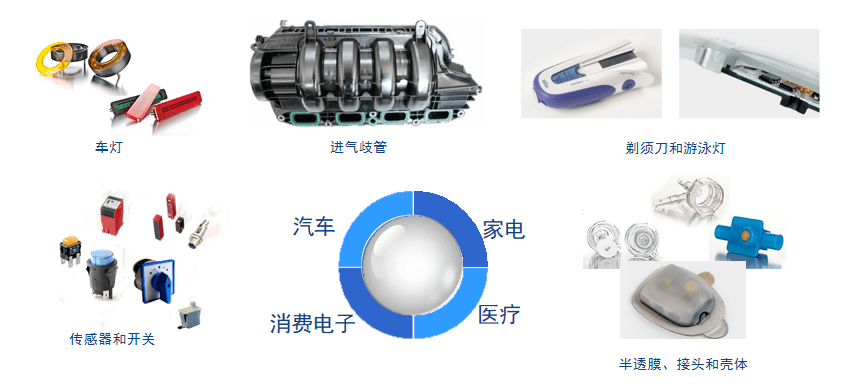
塑料激光焊接目前主要应用在汽车、家电、消费电子以及医疗行业。基于激光塑料焊接对塑料材料的光学特性要求,未来的行业发展趋势将在新型塑料材料的开发方面——包括黑色透光材料的开发,而塑料焊接的激光器研发主要致力医疗行业激光器的开发。
返回列表